您现在的位置是:首页 > 创意融合
数控实例7,用子程序调用和旋转指令加工梅花阵列图
岁月留金阁
2024-11-19【创意融合】220人已围观
简介我们在数控加工中,经常会遇到一些阵列的相同图形。为了简化编程,我们可以将一个程序或多个程序中的重复动作编写成单独的程序,然后通过调用的形式来执行这些程序,这就是子程序。它是依托主程序使用的,不可以独立加工使用。下面我们通过一个梅花阵列的实例来详细地讲解它的应用。一、数控实例如下图所示,在一块方形钢板...
我们在数控加工中,经常会遇到一些阵列的相同图形。为了简化编程,我们可以将一个程序或多个程序中的重复动作编写成单独的程序,然后通过调用的形式来执行这些程序,这就是子程序。它是依托主程序使用的,不可以独立加工使用。下面我们通过一个梅花阵列的实例来详细地讲解它的应用。
一、数控实例
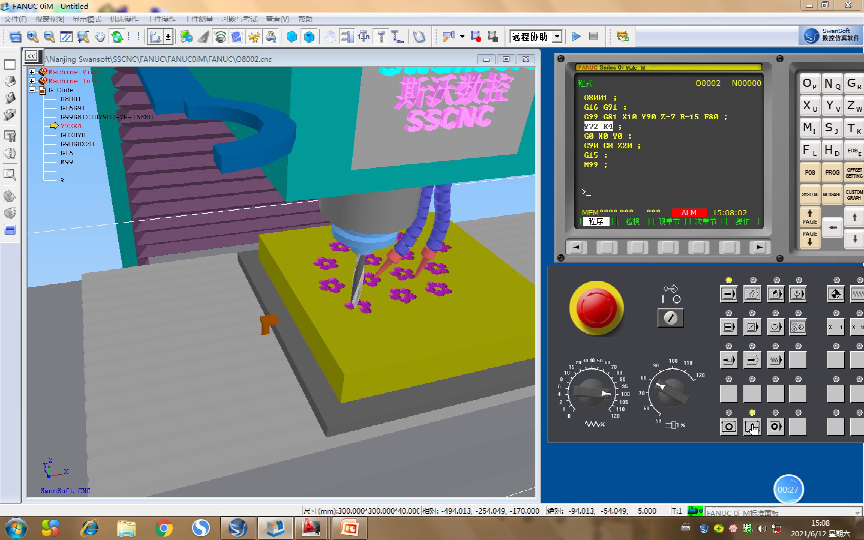
如下图所示,在一块方形钢板内,加工成三层圆周阵列的梅花图案。像这种相对复杂的图形如果用普通程序编程会比较繁琐,而通过子程序调用来加工就简化很多。每一朵梅花的加工可以用子程序来定义,要加工几个我们就调用几次。
二、加工图纸工艺分析
如图所示:在板300*300*40内,加工三层梅花,第二层均布6个,第三层均布12个。
分析要点:
1.梅花图形作为单独的子程序编写;
2.采用子程序调用指令M98;
3.阵列图形我们用图形旋转指令G68结合宏程序命令完成;
三、编程知识点
一、子程序的调用:格式为M98P(程序号)L(次数)
注意点:子程序和主程序的格式相同,但其结束标记必须使用M99。
二、图形旋转指令格式:G68X_Y_R_
说明:1.指定图形旋转中心为坐标XY;
2.R为旋转角度,范围0-360;
3.图形旋转功能撤销用G69;
四、程序编写
1、子程序O8001
O8001(程序名称)
G16G91;(建立极坐标和相对增量模式)
G99G81X10Y90Z-7R-15F80;(铣孔)
Y72K4;(铣孔循环4次)
G0X0Y0;(回坐标原点)
G90G0Z20;(绝对坐标模式,抬刀20)
G15;(撤销极坐标)
M99;(子程序停止返回)
2、主程序O8002
O8002(程序名称号)
G54G90G0X0Y0;(建立坐标系,回原点)
G43H1Z20;(建立Z轴长度刀具补偿,走刀至20)
M03S1000;(主轴启功)
M98P8001;(调用子程序)
G0X50Y0;(走到坐标50,0位置)
1LE360]DO1;(条件语句小于等于360继续循环,走第二圈阵列图)
G68X0Y0R1=2=30;(增量赋值30)
WHILE[2;(图形旋转指令)
M98P8001;(子程序调用)
2+30;(增量30)
G69;(旋转指令撤销)
2;(循环停止2)M05;(主轴停止)
M30;(程序停止)
注意点:在子程序用G81命令时用的是相对坐标增量,所以在赋值坐标Z和R值时要仔细计算。R值要以起始点为原点计算下移的距离,Z值是以R作为起始点计算的。其次程序的调用分为宏程序调用G65和子程序调用M98,两者的区别在于,宏程序调用可以指定自变量。
很赞哦!(131)